-

东莞市盛灿塑胶五金制品有限公司
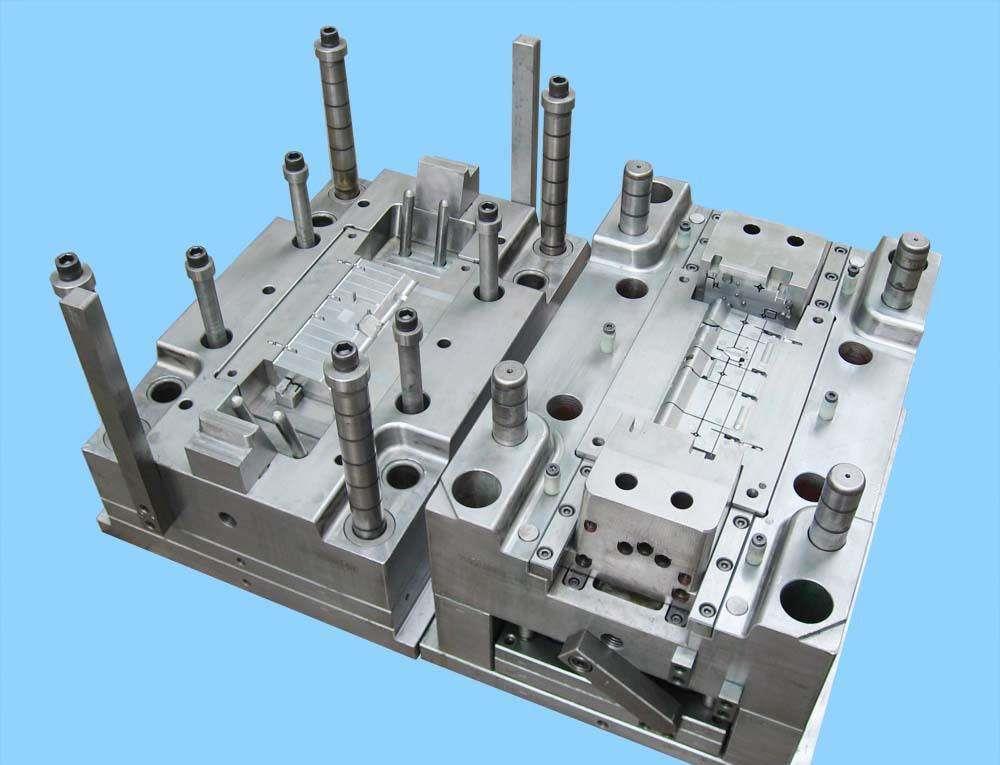
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 12
12
通过有效的、细致的、严格的检测手段,保证模具图纸、加工工艺、和实物的数据的一致性和完整性。通过有效控制车间的工作传票的开出,有效管理刀具的报废;通过准确的模具结构设计、高效的模具零件加工和准确的零配件检测,将有效的降低模具因设变、维修而带来的附加成本,从而获得每套模具的实际成本,有效地控制模具质量。制定一套完整的模具生产管理系统,实现模具生产管理流程的产品数据管理、工艺数据管理、计划管理、进度管理的计算机信息化管理系统,包括模具生产计划制定、模具设计、工艺制定、车间任务分派和产品检验,库房管理等,使模具制造及相关辅助信息从计划制定到完工交付能够实现*跟踪管理。建立模具设计、制造失效模式和影响分析库,通过会议、公告、计算机共享、加上奖、罚手段、预防下一次相同问题出现。同时可以作为曰后质量评定和设计的参考。

模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。弹簧等弹性零件在使用过程中弹簧较易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动**料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动**料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换。注塑模具上残留的色粉、塑胶残渣、高温硫化物、瓦斯残留、锈、氧化物等传统的方法是使用酸性模具清洗剂浸泡或火烧,这种方法虽能解决部分模具残留物问题,但对模具的损坏是可以想象和难以估计的。使用人工清理的方法被大多精度模具使用厂家采纳,但保养需要大量人工也是不利于成本控制的。

