-

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 12
12
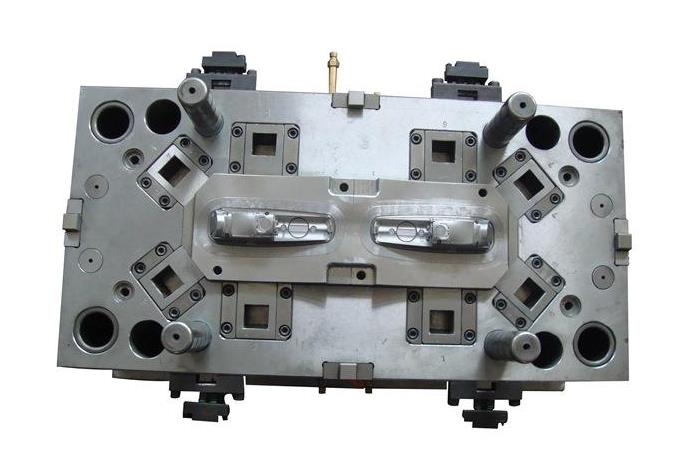
东莞模具制造加工流程有哪些:
东莞模具制造加开料:前模料、后模模料、镶件料、行位料、斜**料;
开框:前模模框、后模模框;
开粗:前模模腔开粗、后模模腔开粗、分模线开粗;
铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜**枕位;
电脑锣:精锣分模线、精锣后模模芯;
电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;
钻孔、针孔、顶针;行位、行位压较;斜** 复顶针、配顶针;
其它:①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;省模、抛光、前模、后模骨位;细水结构、拉杆螺丝拉钩、弹簧 淬火、行位表面氮化;修模刻字。
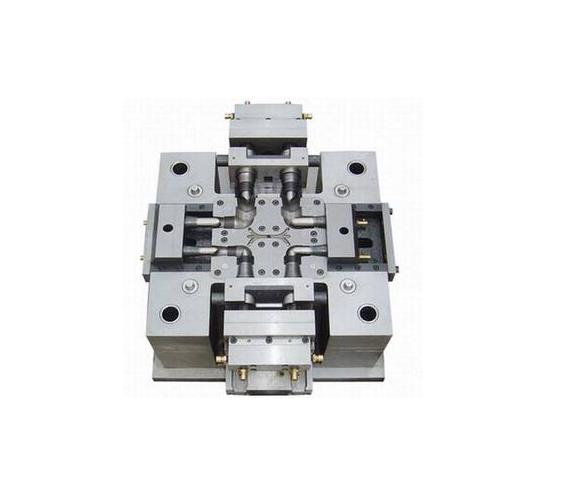
2、确定分型面,东莞模具制造分型面的位置要有利于模具加工,排气、脱模及成型操作,塑料制件的表面质量等。
3、确定浇注系统(主浇道、分浇道及浇口的形状、位置、大小)和排气系统(排气的方法、排气槽位置、大小)。
4、选择**出方式(**杆、**管、推板、组合式**出),决定侧凹处理方法、抽芯方式。
5、东莞模具制造决定冷却、加热方式及加热冷却沟槽的形状、位置、加热元件的安装部位。

