-

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 13
13

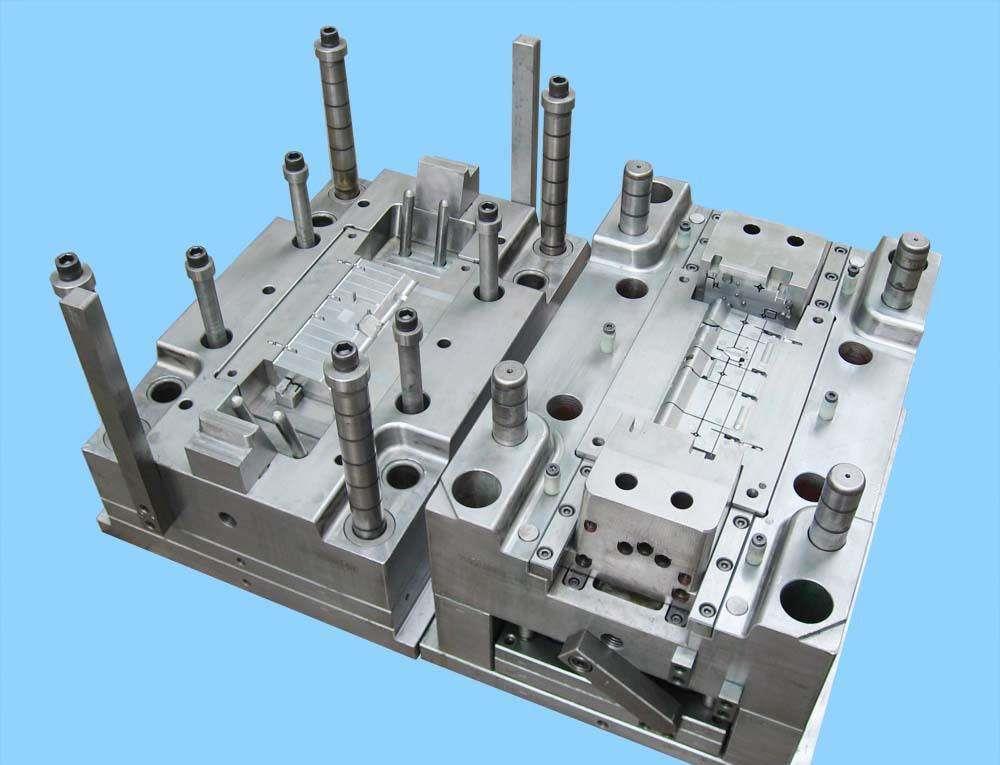
东莞模具制造加工流程有哪些:
东莞模具制造加开料:前模料、后模模料、镶件料、行位料、斜**料;
开框:前模模框、后模模框;
开粗:前模模腔开粗、后模模腔开粗、分模线开粗;
铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜**枕位;
电脑锣:精锣分模线、精锣后模模芯;
电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;
钻孔、针孔、顶针;行位、行位压较;斜** 复顶针、配顶针;
其它:①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;省模、抛光、前模、后模骨位;细水结构、拉杆螺丝拉钩、弹簧 淬火、行位表面氮化;修模刻字。

东莞铝合金模具制造厂高效高速铣削的主轴转速一般为15000r/min~40000r/min,较高可达100000r/min。在切削钢时,其切削速度约为400m/min,比传统的铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。 模具工业直接为**产业化服务,其自身又大量采用**。显然,模具工业已成为**产业的重要组成部分,两者之间互动频繁,相辅相成。
东莞铝合金模具制造厂衡量模具产品水平的高低,主要依据其制造精度、表面粗糙度、复杂程度、使用寿命和制造周期等。尽管目前,我国机床工具行业已能提供成套的高精度加工设备,但在加工和定位精度,加工表面粗糙度,机床刚性、稳定性、可靠性,刀具和附件的配套性及精度保持性等方面,和国外相比仍有一定差距。普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点:多组件模具取代装配的单个元件是注塑设备生产厂家中模具制造部分的显着特征。随着对注射过程中单个元件更深程度集成的要求,更复杂模具由此产生。要求冷却的模具用于热塑性材料,受热的模具用于橡胶的硫化。不同的温度和热扩散比率、不同加工技术的结合对跨学科问题的解决提出了较大的要求。