-

东莞市盛灿塑胶五金制品有限公司
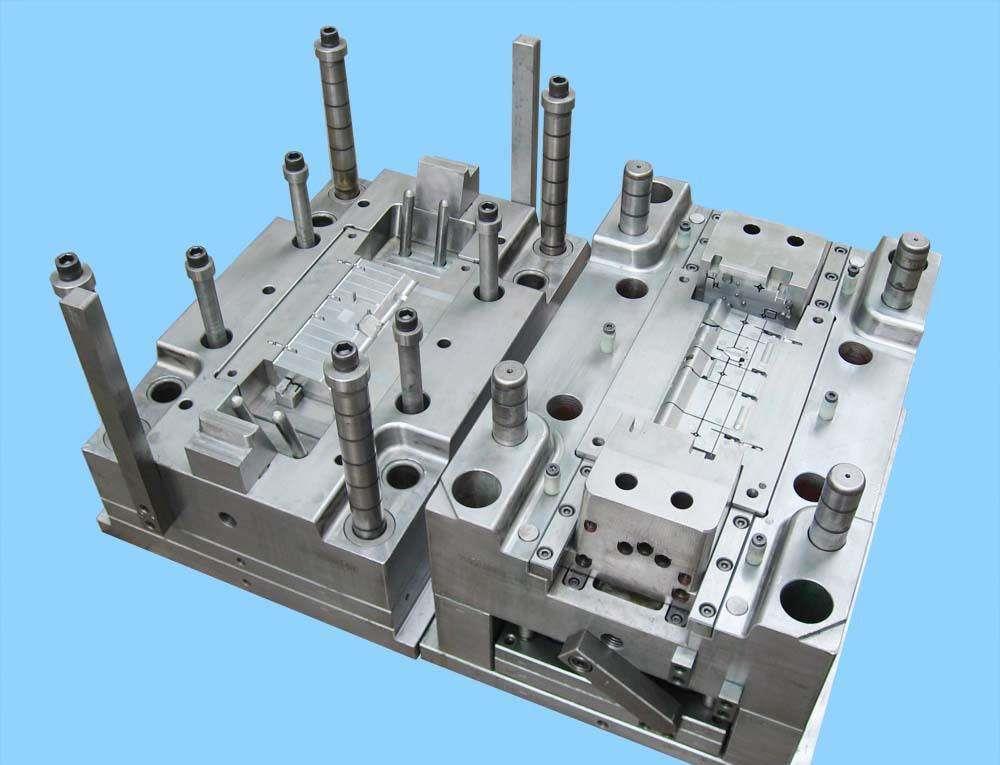
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 13
13

模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。弹簧等弹性零件在使用过程中弹簧较易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。压料零件如压料板、优力胶等,卸料零件如脱料板、气动**料等。保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动**料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换。注塑模具上残留的色粉、塑胶残渣、高温硫化物、瓦斯残留、锈、氧化物等传统的方法是使用酸性模具清洗剂浸泡或火烧,这种方法虽能解决部分模具残留物问题,但对模具的损坏是可以想象和难以估计的。使用人工清理的方法被大多精度模具使用厂家采纳,但保养需要大量人工也是不利于成本控制的。

有不少非专业人士对模具注塑并不怎么了解,其实多数时候,这是一种加工方式,主要就是一些比较复杂的东西所组成。主要就是材料在受热的过程中,比较容易融化,再有就是要进行固化,这样才具有了成形品。一般来说,这种产品具有了一定的特征,主要就是在温度方面有着不均匀的特点,这根一些时间点也有着莫大的关联。这种产品主要就是能够让恒定温度得到保持,也就是规定在了2max与2min的过程之中,也就是对于温差的波动具有了防止的作用。
当然,其特点还包含了以下这些方面,那就是具有了控制的方式,一定都需要了解,然后就是需要有控制上的精度,也就是对于很多东西都需要满足要求。就是掌握好控制的办法,那么就是模具具有了比较大的温度上的波动,并且来说在速度上的注射,对室温具有了融化的作用,还有就是对温度也具有了融化的作用。然后就是可以直接对模具温度上来进行控制,这样主要就是传感器上的装置比较好、其主要就是要具有了一样的模具温度与设定温度。还有一个方面就是联合进行控制。就是对于模具来说,温度与流体上的控制可以同时进行。
对于模具注塑方面,对于通道,还有结构以及形状都需要良好进行考虑。此外,这种产品在质量上应该具有了决定性,途径多,这样就是需要对干扰进行抵抗,然后就是可靠性与操作性等都能够达到一些良好的特征。