-

东莞市盛灿塑胶五金制品有限公司
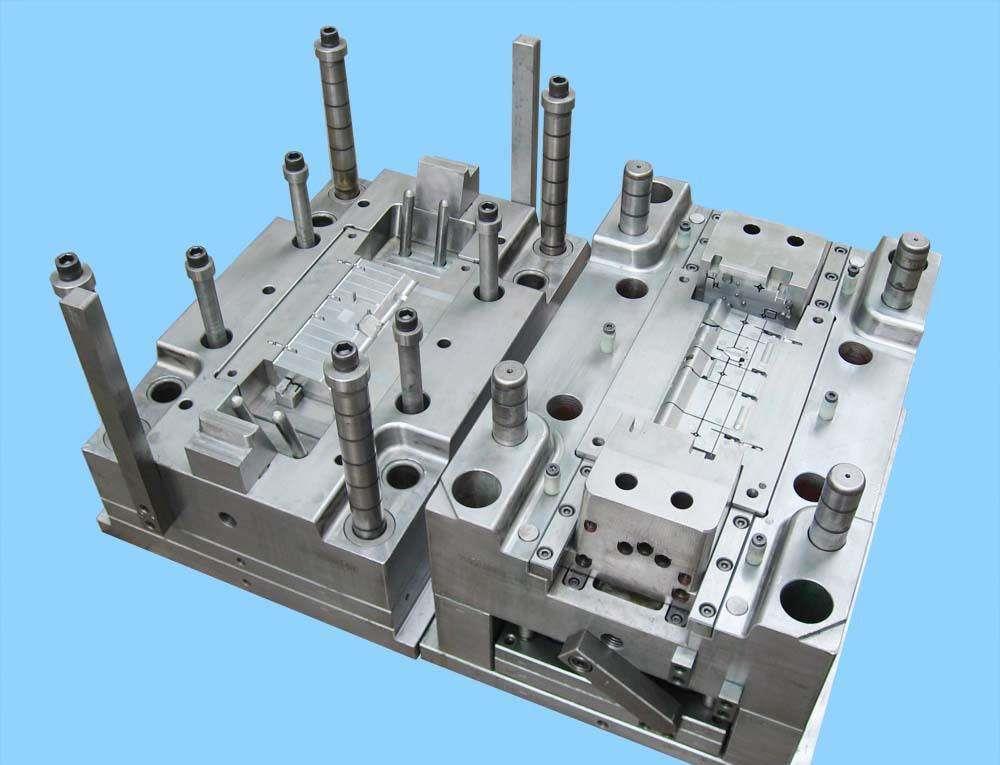
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 12
12

在注塑机内生产制造塑胶制品时一般需要在一百五十摄氏度到两百摄氏度的高温环境下进行工作,因此在制造注塑模具的过程材料的选用就需要非常注意了,这将会对后期整体的注塑模具使用寿命和生产的塑胶产品质量起着至关重要的决定作用,那么在选用注塑模具钢材原料时需满足哪些性能要求呢?
一、足够的表面硬度与耐磨性
注塑模的硬度通常在50-60HRC以下,经过热处理的模具应有足够的表面硬度,以保证模具有足够的刚度。模具在工作中由于注塑的填充与流动要承受较大的压应力与摩擦力,要求模具保持形状的精度与尺寸精度的稳定性,保证模具有足够的使用寿命。模具的耐磨性取决于钢材的化学成分与热处理硬度,因此增强模具的硬度有利于增强其耐磨性。
二、优良的切削加工性
大多数注塑成型模具,除EMD加工外还需进行一定的切削加工与钳工修配。为切削刀具的使用寿命,增强切削性能,减少表面粗糙度,注塑模具用钢的硬度必须适当。
三、50牌号的碳素钢具有一定的强度与耐磨性,经调质处理后多用于模架材料。高碳工具钢、低合金工具钢经过热处理后具有较高的强度与耐磨性,多用于成型零件。但高碳工具钢因其热处理变形大,仅适用于制造尺寸小、形状简单的成型零件。
四、良好的热稳定性
注塑注射模的零件形状往往比较复杂,淬火后难以加工,因此应尽量选用具有良好的热稳定性的,当成型加工经热处理后因线膨胀系数小,热处理变形小,温度差异引起的尺寸变化率小,金相组织与模具尺寸稳定,可减少或不再进行加工,即可保证模具尺寸精度与表面粗糙度要求。
五、良好的抛光性能
高品质的双色注塑注塑制品,要求型腔表面的粗糙度值小。例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学面则要求Ra0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求材料杂质少、组织微细均一、无纤维方向性、抛光时不应出现麻点或桔皮状缺陷。
注塑模具加工运动的驱动和驱动力(冲压力,模具的锁模力,材料的落锤重,挤压力等)是由成形加工机床和设备的动力经传动机构提供的。
机电驱动:如冲压机、摩擦压力机、辊锻机械等,都是由电动机提供动力和旋转运动,以驱动传动机构,并通过滑块等和模具运动部分进行连接运动,以驱动模具定向运动,并把传递的驱动力作用于模具,使模具对材料进行成形加工。
电液驱动:即通过电动机驱动液压泵或水泵产生液压和水压,并经过液体的液压输送和控制系统,产生一定的额定压力来驱动模具的运动部分(如动模)相连接的液压缸或者活塞,驱使动模相对定模来进行定向平移的运动,再对材料进行进一步压缩,使材料在进行成形加工后成为制件
气压成形;主要用于吸塑和吹塑成形加工,即当模具处于固定状态的时候,经气泵使其产生一定的负压将塑料板材直接吸贴于模具型面上,形成制件,吹塑则是通过气泵产生一定气压的气体,吹人热熔态塑件或热熔态玻璃制件毛坯空腔,使其扩展、变形,并贴附在模具型腔表面上,形成制件。
另外,驱动比方说铝合金的型材,塑料型材、片材或薄膜,一般都采用挤出成形的工艺。其模具固定在机头上,材料以挤压形式通过模具,对模具作相对运动而成的各种制件。如塑料型材是依靠不停的挤出机器的螺杆的螺旋运动,将塑料挤入模具并通过模具的型面,经冷却定型成型材。挤出的型材被牵引机构向前牵引,使进行连续成形加工。