-

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 13
13

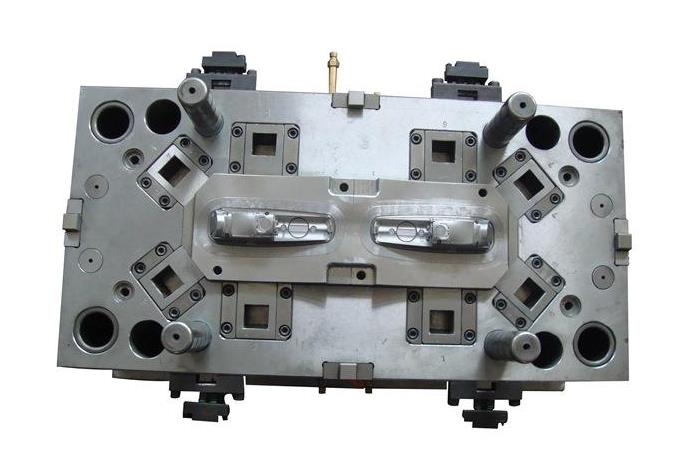
东莞模具制造压铸模具使用过程中提供生产时注意事项
任何机械在使用过程中都要注意规范的使用,如果一旦操作不当就有可能造成产品生产部合格,使用机器破损严重等现象,下面我们就一起来了解一下压铸模具使用过程中的注意事项吧。
1)调试过程中,压力要逐步增加,一下增加太多,可能会引起粘模,或者得到的参数压力太高
2)粘膜出现,铸件难以取出时,要用木质,或钢棒去清理,严禁用钢材质的工具去敲打,否则损坏模。
3)如果粘膜或者其他原因,判定自己无法处理的,要将模具取下,由专业的模具师傅处理。
4)使用前,即每模压铸前,一定要尽量清理干净模具表面残留的披锋,杂物,否则会损坏模具,造成铸件披锋,甚至飞料。
5)使用过程中,要定期对各活动部位做润滑。
6)模具工作一定时间要进行检修。
7)冷却水流量要根据不同位置设置流量,以调整整体温度一致。
8)定时更换易损件,以保证压铸件质量。
9)模具要定期保养和维护。
10)预热时,开始的火力不要太猛,应该逐渐加大,且开始要在合模状态下加热;预热时,拆下或者遮挡模具上不宜烘烤的零件,如滑块,弹簧等。
11)试模过程中,技术参数的改变,尽量不要同时变更几个参数,否则无法判定是哪个参数对它有影响
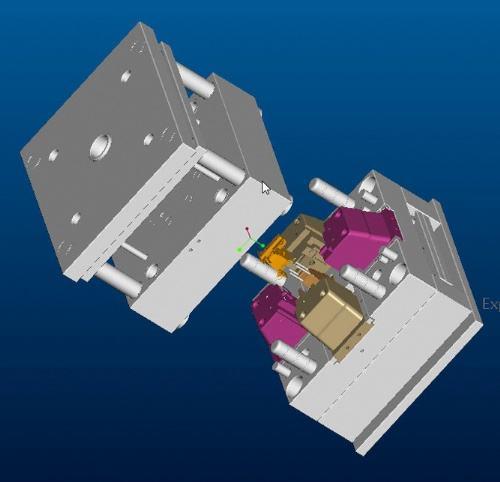
东莞模具制造加工流程有哪些:
东莞模具制造加开料:前模料、后模模料、镶件料、行位料、斜**料;
开框:前模模框、后模模框;
开粗:前模模腔开粗、后模模腔开粗、分模线开粗;
铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜**枕位;
电脑锣:精锣分模线、精锣后模模芯;
电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;
钻孔、针孔、顶针;行位、行位压较;斜** 复顶针、配顶针;
其它:①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;省模、抛光、前模、后模骨位;细水结构、拉杆螺丝拉钩、弹簧 淬火、行位表面氮化;修模刻字。