-

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油

东莞市盛灿塑胶五金制品有限公司
主营:注塑模具,锌合金模具,铝合金模具,塑胶模具,注塑喷油 13
13
东莞锌合金模具制造厂从刚开始生疏的生产工艺,走向成熟的阶段,模具的设计、压铸参数的掌控、批锋的清除、抛光的熟练和表面处理的技术都有了不同的迈进,生产的成本也不断下控。市场生意的高单价和*时期已过去,激烈的竞争,面对成本压力的创业者,坚持在锌合金压铸产品生产经营,自然步入变革时期,“生意价逼近生产成本”,这是使生产者面临的严峻考验。那么,成本的有效控制是必然,成本则需从原材料、生产工序、自动化生产、节约人力资源、技术改革等过程来科学控制。提高产量和稳定生产品质是有效控制成本的根源。
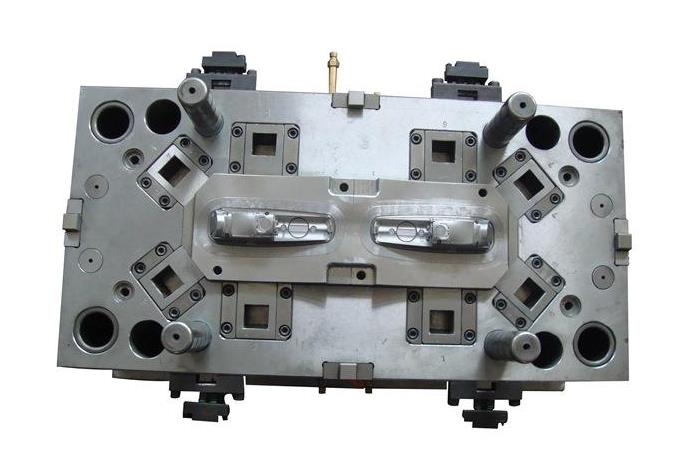
东莞锌合金模具制造厂锌合金的可塑性有多少?在**塑性发现以后的一个相当长的时期内,人们仅仅以拉伸试验的延伸率**过100写(有的认为300写)作为定义**塑性的标准。这是由于一般工程金属材料延伸率达到30Yo---50纬就算比较高了,即使加工性能良好的金、银等**属,延伸率较高也只达到80%,而**塑性发现的初期,就获得了****,甚至2000%的异乎寻常的特高延仰平,当型腔中的气体、涂料挥发出的气体、合金凝固析出的气体,在模具排气不良时,较终留在铸件中形成的气孔。缩孔产生原因:
a 金属液凝固过程中,由于体积缩小或最后凝固部位得不到金属液补缩,而产生缩孔。
b 厚薄不均的铸件或铸件局部过热,造成某一部位凝固慢,体积收缩时表面形成凹位。

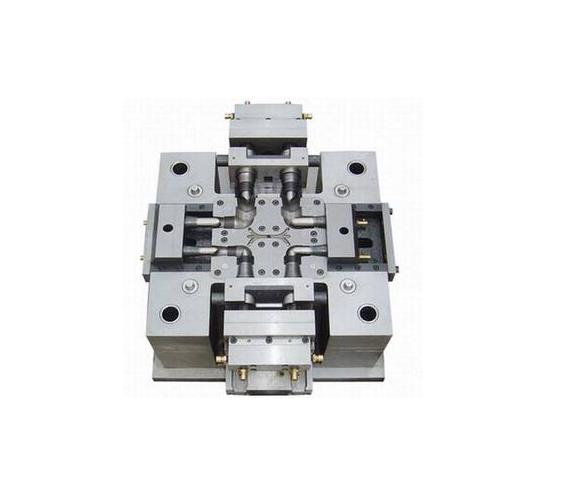
东莞模具制造加工流程有哪些:
东莞模具制造加开料:前模料、后模模料、镶件料、行位料、斜**料;
开框:前模模框、后模模框;
开粗:前模模腔开粗、后模模腔开粗、分模线开粗;
铜公:前模铜公、后模铜公、分模线清角铜公;线切割:镶件分模线、铜公、斜**枕位;
电脑锣:精锣分模线、精锣后模模芯;
电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;
钻孔、针孔、顶针;行位、行位压较;斜** 复顶针、配顶针;
其它:①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;省模、抛光、前模、后模骨位;细水结构、拉杆螺丝拉钩、弹簧 淬火、行位表面氮化;修模刻字。